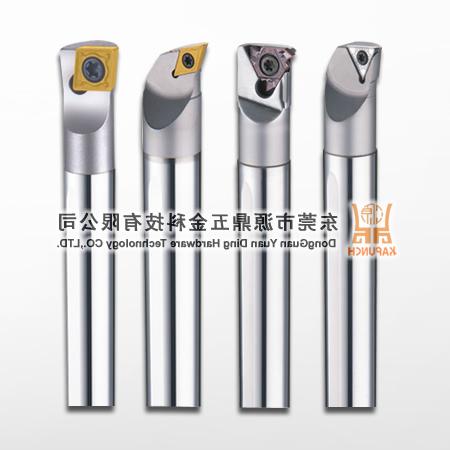
超硬整体碳化钨制搪刀杆
赌博软件下载app官网【赌博软件下载app官网】-超硬碳化钨制搪刀杆,使用高韧性配方制造,坚韧耐用,实现高硬度、高刚性、高抗震性,可施行超深孔搪孔加工(10D)。
赌博软件下载app官网【赌博软件下载app官网】-超硬碳化钨制搪刀杆,使用高韧性配方制造,坚韧耐用,实现高硬度、高刚性、高抗震性,可施行超深孔搪孔加工(10D)。
镗刀是镗削刀具的一种,一般是圆柄的,也有较大工件使用方刀杆,最常用的场合就是内孔加工,扩孔,仿形等。有一个或两个切削部分、专门用于对已有的孔进行粗加工、半精加工或精加工的刀具。镗刀可在镗床、车床或铣床上使用。
镗削是一种用刀具扩大孔或其它圆形轮廓的内径切削工艺,其应用范围一般从半粗加工到精加工,所用刀具通常为单刃镗刀(称为镗杆)。
镗削一般在镗床、加工中心和组合机床上进行,主要用于加工箱体、支架和机座等工件上的圆柱孔(见图)、螺纹孔、孔内沟槽和端面;当采用特殊附件时,也可加工内外球面、锥孔等。对钢铁材料的镗孔精度一般可达IT9~7,表面粗糙度为Ra2.5~0.16微米。
镗削时,工件安装在机床工作台或机床夹具上,镗刀装夹在镗杆上(也可与镗杆制成整体),由主轴驱动旋转。当采用镗模时,镗杆与主轴浮动联接,加工精度取决于镗模的精度;不采用镗模时,镗杆与主轴刚性联接,加工精度取决于机床的精度。由于镗杆的悬伸距离较大,容易产生振动,选用的切削用量不宜很大。镗削加工分粗镗、半精镗和精镗。采用高速钢刀头镗削普通钢材时的切削速度,一般为20~50米/分;采用硬质合金刀头时的切削速度,粗镗可达40~60米/分,精镗可达150米/分以上。
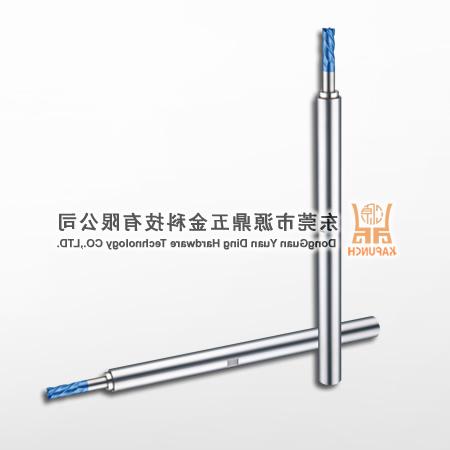
1、超硬碳化钨制搪刀杆,使用高韧性配方制造,坚韧耐用,实现高硬度、高刚性、高抗震性,可施行超深孔搪孔加工(10D)。
2、各种规格均有内部水孔,深孔加工时排屑及冷却效果良好。
3、直柄结构,加工深度可依加工需求自行调整。
4、本体两端均设有结合孔,如遇一端损坏时,另一端即能配合使用,增加刀杆本身价值,更符合经济效益。
5、实现一杆多用(配变牙头可做搪刀杆使用),提高刀片使用寿命,提高工作效率。
6、刀杆内螺纹和钨钢刀杆一次性磨削而成,螺纹更稳定更耐用、没有电损伤,不易崩牙。
")